
Автоматическая линия поперечной резки рулонного металла представляет собой комплекс машин, объединённых общей системой управления, которая синхронизирует их действия.
Посмотрите на видео: линия поперечной резки металла
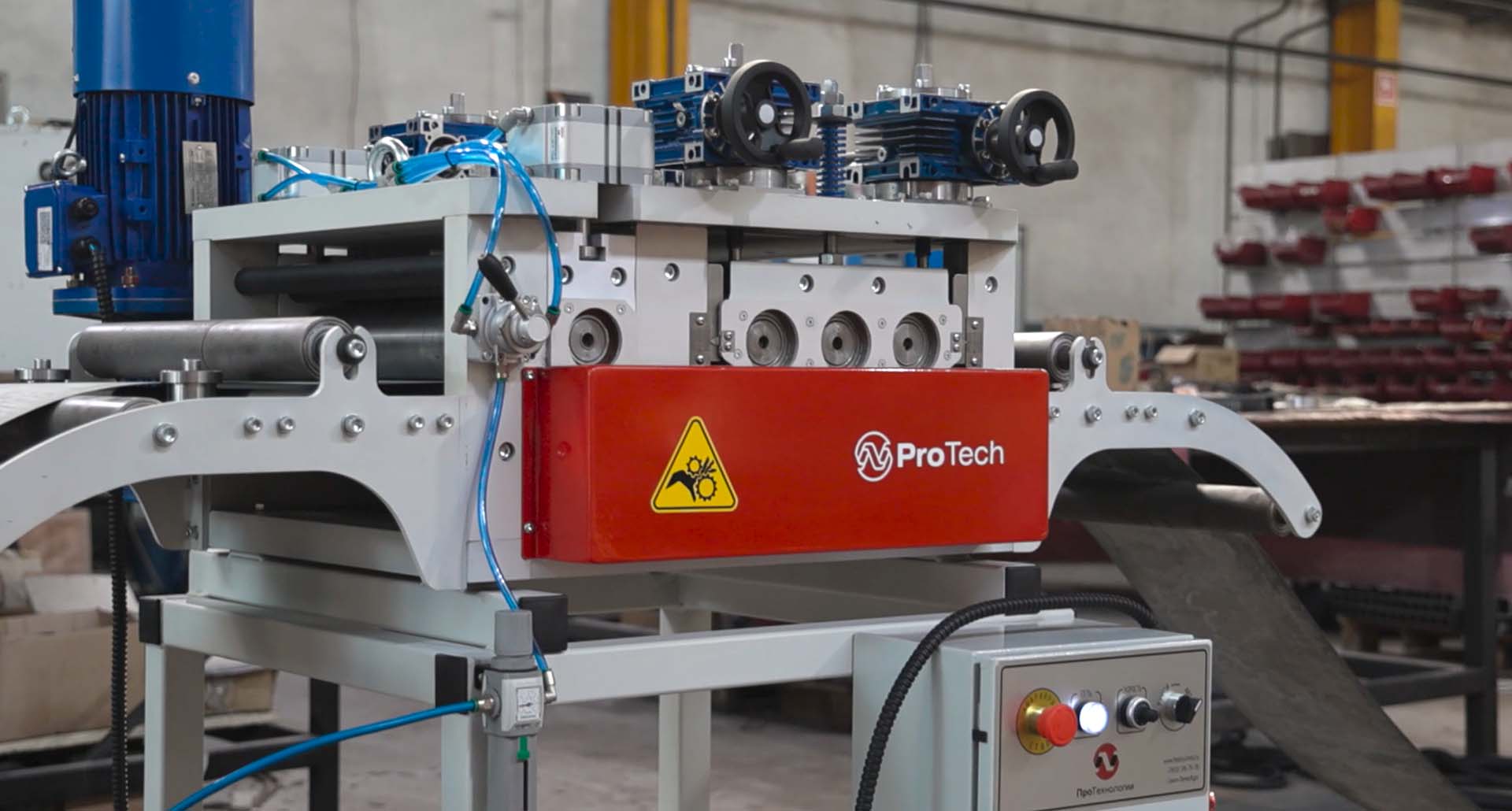
Элементы линии поперечной резки
- Разматывающее устройство. Предназначено для размотки штрипса из рулона для последующей его обработки.
- Устройство представляет собой корпус с вращающимся от электродвигателя шпинделем и рычажным механизмом фиксации рулона от самопроизвольного вращения.
- Правильное устройство. Служит для исправления остаточной кривизны штрипса после сматывания его в рулон.
- Валковая подача. Применяется для подачи штрипса под удар в штамп без участия оператора. Перемещение заготовки происходит посредством двух валков, между которыми она зажата.
- Гильотина для резки штрипса.
- Шкаф управления.
Порядок подготовки линии к работе
- Устанавливаем рулон на разматывающее устройство и разжимаем цангу зажима.
- Подводим упор, снимаем транспортировочный бондаж и отводим упор.
- Разжимаем валки правильного устройства, пропускаем штрипс через валки и зажимаем их.
- Разжимаем валки подающего устройства, пропускаем штрипс через валки и зажимаем их.
- С пульта в ручном режиме подаём штрипс в зону штамповки.
- Переводим систему управления в автоматический режим работы, выбираем программу штамповки на пульте управления и нажимаем кнопку «старт».
Принцип работы линии поперечной резки металла
Разматывающее устройство разматывает штрипс до формирования компенсационной петли. Наличие петли отслеживается электромагнитным датчиком.
Правильное устройство исправляет кривизну, полученную штрипсом после скручивания в рулон, тем самым подготавливая его к штамповке. Формирует вторую компенсационную петлю, наличие которой также отслеживается электромагнитным датчиком.
Подающее устройство осуществляет подачу штрипса под удар в гильотину.
Всё это обеспечивает высокую точность и повторяемость при изготовлении деталей, что в свою очередь гарантирует стабильность процесса штамповки на производстве заказчика.
Компания «ПроТехнологии» разрабатывает и изготавливает линии для работы с металлом толщиной от 0,5 до 4 мм и шириной от 20 до 1250 мм. Со скоростью подачи до 120 м/мин. Точность подачи составляет ± 0,05 мм на 100 мм.
Производственная компания «ПроТехнологии» занимается разработкой и изготовлением комплексных решений автоматизации штамповочных производств.



Часто задаваемые вопросы
Линия поперечной резки металла от компании «ПроТехнологии» предназначена для работы с металлом толщиной от 0,5 до 4 мм и шириной от 20 до 1250 мм. Максимальная скорость подачи достигает 120 м/мин, а точность подачи составляет ± 0,05 мм на 100 мм.
Линия поперечной резки металла предназначена для обработки металлических штрипсов, что позволяет использовать её в различных отраслях, где требуется резка рулонного металла. Основное ограничение — толщина металла от 0,5 до 4 мм.
Точность подачи металла на линии поперечной резки составляет ± 0,05 мм на 100 мм, что обеспечивает высокую повторяемость и стабильность процессов штамповки.
Линия включает разматывающее устройство, правильное устройство, валковую подачу, гильотину для резки и шкаф управления. Все элементы синхронизированы общей системой управления для эффективной работы.
Преимущества линии включают высокую точность подачи, автоматизацию процессов, что снижает участие оператора, и возможность обработки различных металлических штрипсов, что делает её универсальным решением для штамповочных производств.