
На что обратить внимание при выборе инструмента для операций общего точения?
Посмотрите видео:
На что обратить внимание при выборе токарного резца и пластины?
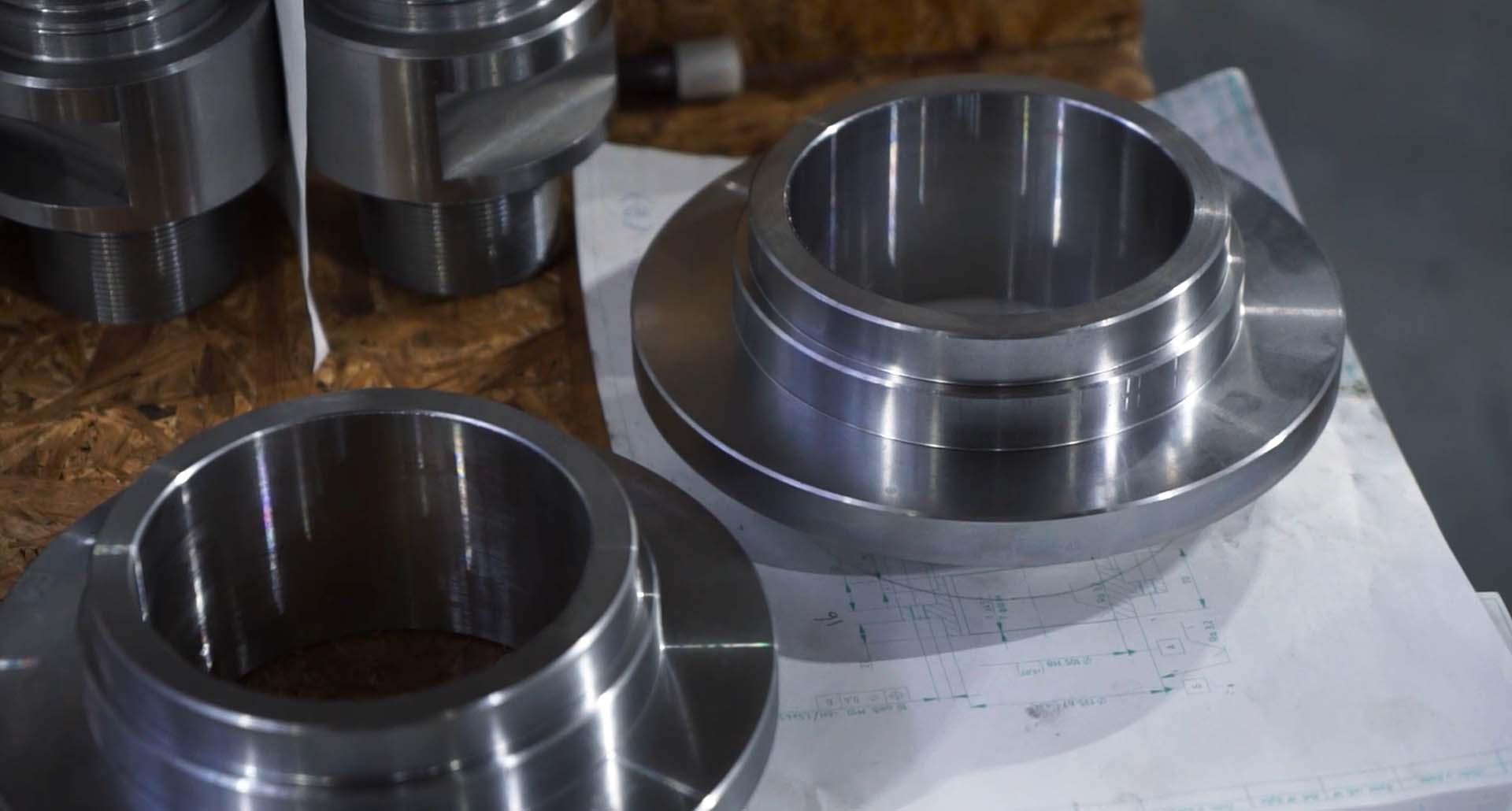
Операция точение
К общему точению относятся такие операции, как продольное и профильное точение, подрезка торца, прямое и обратное растачивание. На первом этапе оцениваем геометрическую форму и материал заготовки, размерную точность, шероховатость и качество поверхности. При планировании операций также обращаем внимание на материал и обрабатываемость заготовки, а также стабильность условий резания.
Далее оцениваем возможности и технические характеристики токарного станка: его жесткость, мощность, крутящий момент — что особенно важно для обработки больших диаметров, количество инструментов в револьверной голове, наличие контршпинделя и задней бабки, максимальную частоту вращения шпинделя.
После этого переходим к выбору державки и пластины.
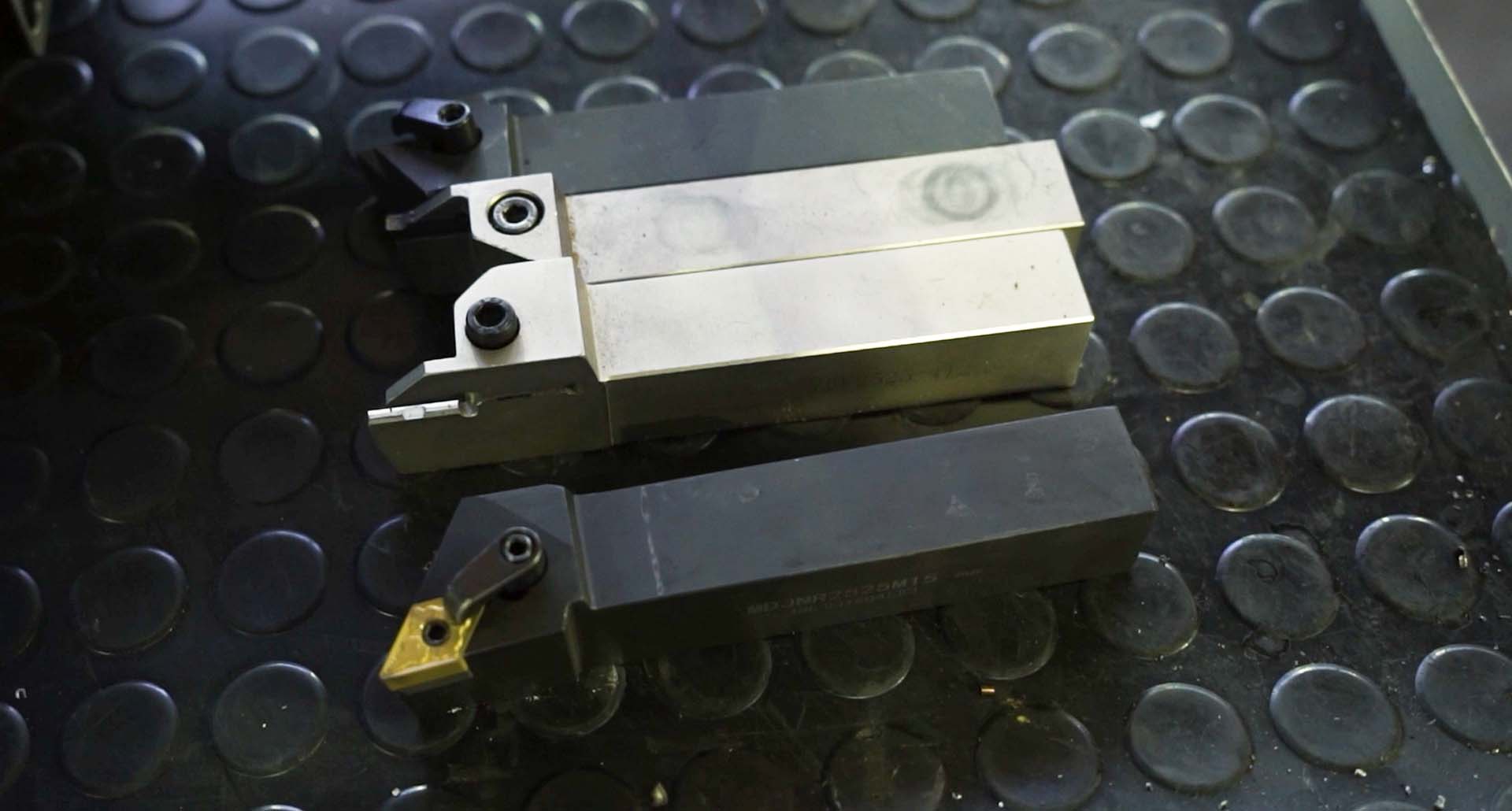
Державка токарная
Выбор державок основан, прежде всего, на обработке, которую необходимо произвести. Пластина державки должна обеспечивать геометрическую проходимость на нужной операции, чтобы исключить возможность затирания по задней поверхности. Тип державок определяется главным углом в плане, а также формой и размером используемой режущей пластины.
Токарные пластины по металлу
Далее подбираем пластину. Сочетание оптимизированной геометрии и сплава пластины для определённого обрабатываемого материала — ключ к успешному процессу обработки.
Для достижения хорошего контроля над стружкодроблением важно правильно выбрать размер, форму, геометрию, а также радиус при вершине режущей пластины.
Рассмотрим каждый параметр подробнее:
- Для обеспечения прочности выбираем максимально возможный радиус при вершине режущей пластины. В тоже время очень важно, чтобы глубина резания была больше радиуса при вершине. Малый радиус идеален для небольшой глубины резания, снижения вибраций.
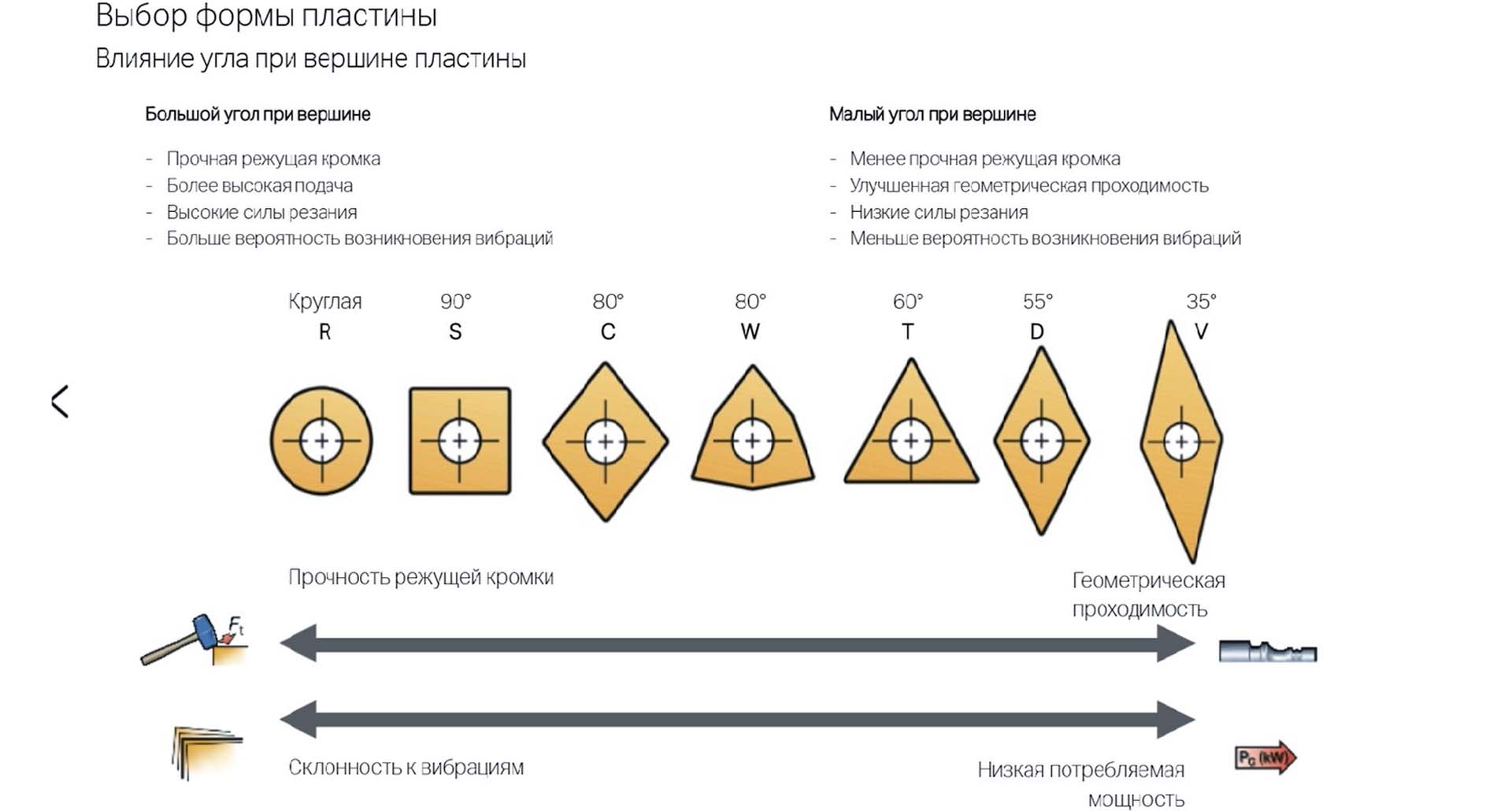
- Большой радиус подойдёт для высоких подач, большей глубины резания. Для обеспечения прочности и экономии выбираем максимально возможный угол при вершине режущей пластины. Большой угол при вершине обеспечивает прочную режущую кромку и более высокие подачи. В то же время для него характерны высокие силы резания и большая вероятность возникновения вибраций. Малый угол при вершине обладает менее прочной режущей кромкой, но, при этом, улучшенной геометрической проходимостью и низкими силами резания.
- Пластины без задних углов имеют прочную режущую кромку и отлично подходят для тяжёлых условий обработки. Пластины с задними углами эффективны при работе с нежёсткими деталями или деталями малых диаметров, где требуются низкие силы резания.
Компания «ПроТехнологии» занимается подбором и поставкой режущего инструмента и оснастки для решения любых задач. Подробная информация представлена на нашем сайте в разделе «Инструмент и оснастка».

Часто задаваемые вопросы
Общее точение включает такие операции, как продольное и профильное точение, подрезка торца, прямое и обратное растачивание. Эти операции требуют оценки геометрической формы и материала заготовки, ее размерной точности и качества поверхности.
При выборе токарной державки важно учитывать обработку, которую необходимо произвести. Пластина державки должна обеспечивать геометрическую проходимость на нужной операции и исключать возможность затирания по задней поверхности. Тип державки определяется главным углом в плане и формой используемой режущей пластины.
Выбор токарной пластины зависит от сочетания оптимизированной геометрии и сплава для конкретного обрабатываемого материала. Важно правильно выбрать размер, форму, геометрию и радиус при вершине режущей пластины для достижения хорошего контроля над стружкодроблением.
Важные характеристики токарного станка включают его жесткость, мощность, крутящий момент, что особенно важно для обработки больших диаметров, количество инструментов в револьверной голове, наличие контршпинделя и задней бабки, а также максимальную частоту вращения шпинделя.
Для обеспечения прочности выбирается максимально возможный радиус при вершине режущей пластины, но важно, чтобы глубина резания была больше этого радиуса. Малый радиус подходит для небольшой глубины резания и снижения вибраций, тогда как большой радиус позволяет использовать высокие подачи и большую глубину резания.