
Если на вашем производстве есть листогибочный пресс — вы 100% гнете металл методом воздушной гибки.
Посмотрите на видео: Воздушная гибка листового металла: что это?
Нюансы воздушной гибки
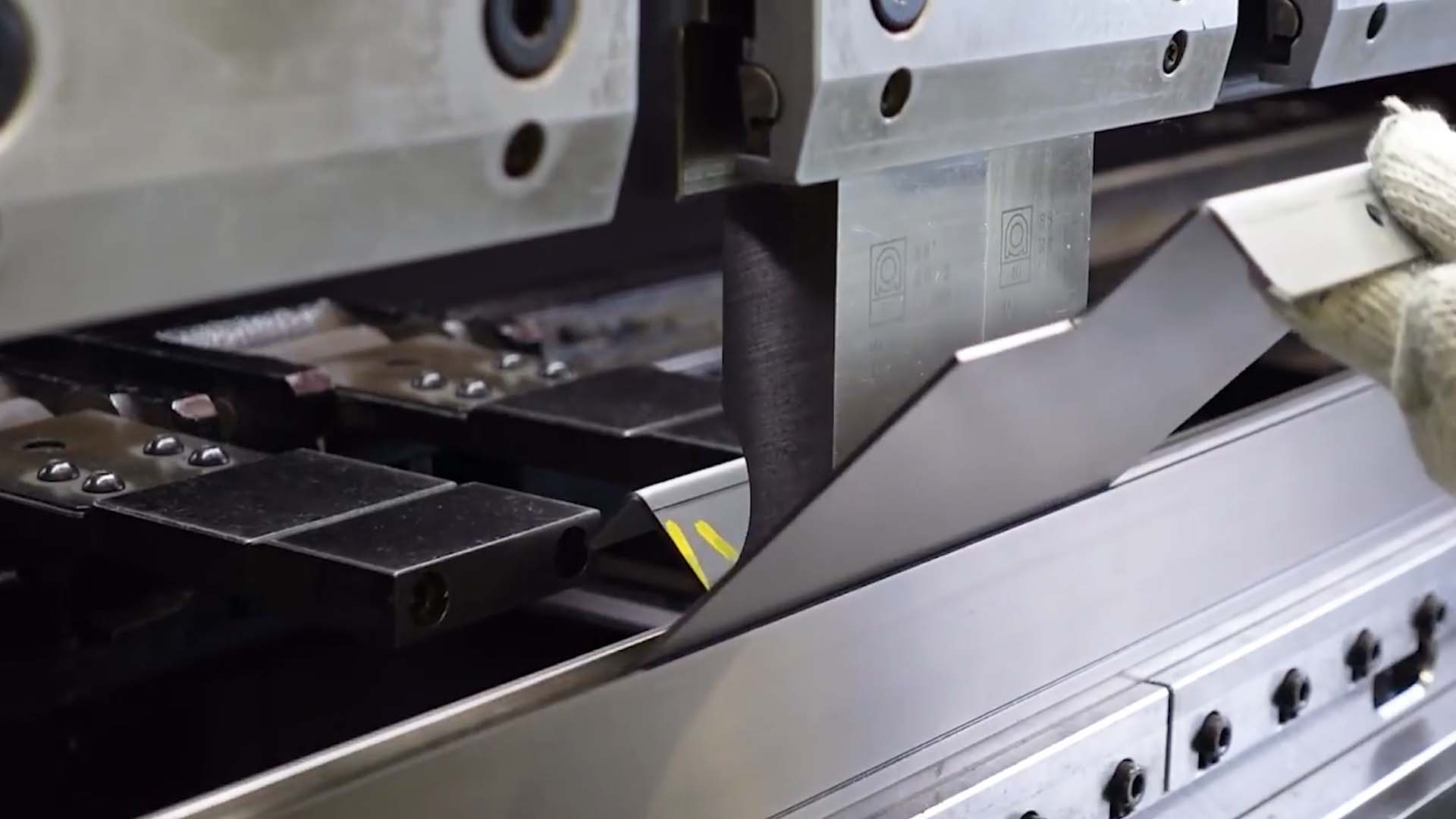
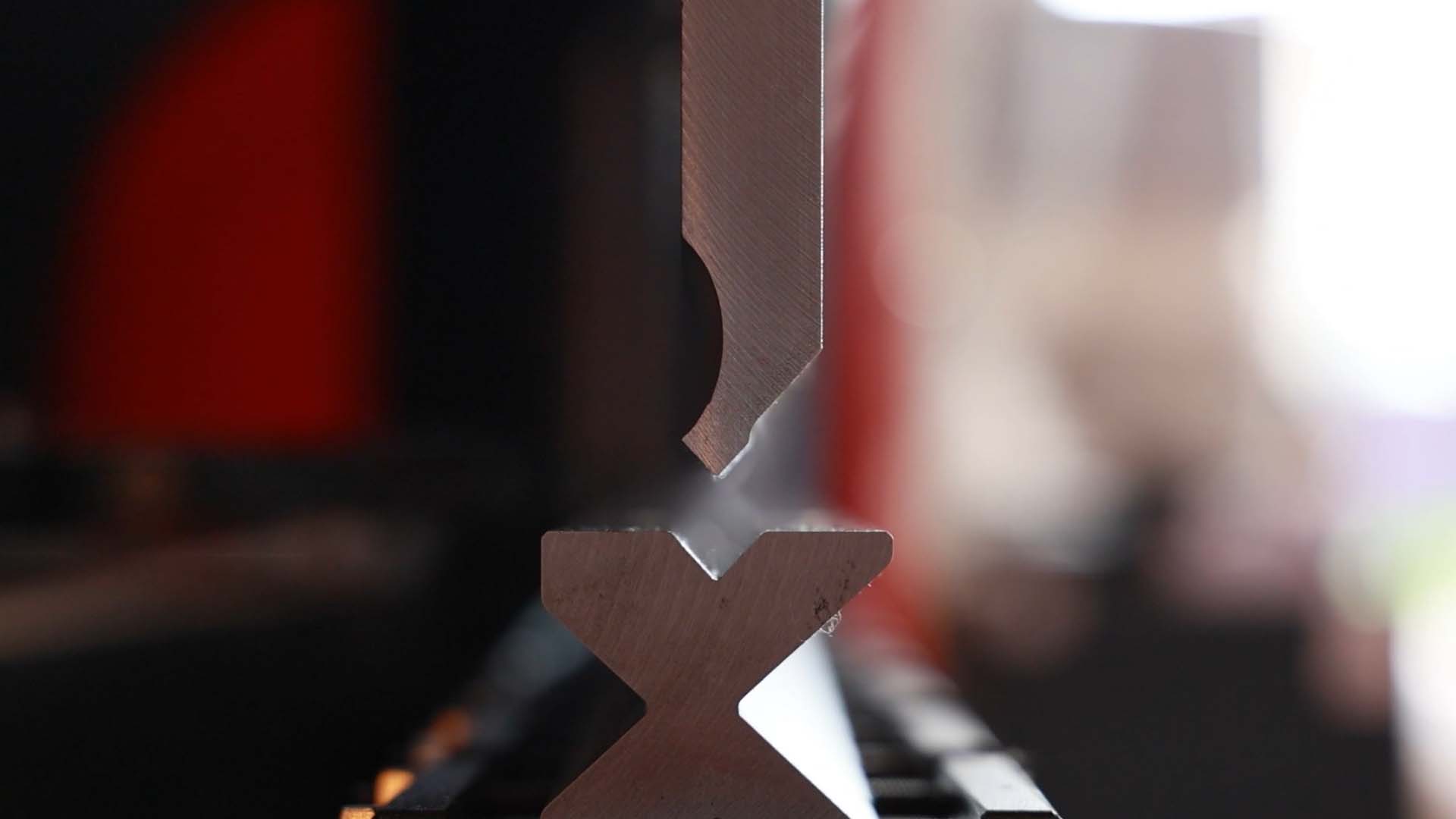
Такая гибка представляет собой обработку, подразумевающую наличие воздушного зазора между материалом и матрицей. По сути, гибка происходит по трем точкам. В связи с этим, помимо стандартных недостатков воздушной гибки, заказчику для получения годной продукции нужно обращать внимание на следующие нюансы:
1. Качество и пригодность гибочного инструмента. При неправильной или длительной эксплуатации форма пуансона деформируется. Это может привести к неравномерному (волнообразному) углу на заготовке, а также отсутствию повторяемости заданного угла.
2. Аналогичное внимание уделяем и матрицам. С течением времени или в связи с неправильной эксплуатацией радиусный заход в ручей матрицы также может деформироваться.
3. Перед началом работы проверяем центровку матрицы относительно пуансона. Кончик пуансона должен четко входить в середину ручья матрицы на протяжении всей длины инструмента. Правильность центровки влияет как на равномерность получаемой полки, так и на прямолинейность заданного угла гиба.
4. Не забываем держать в чистоте не только гибочный инструмент, но и держатели пуансона, стол гибочного станка. При каждой смене инструмента протираем сопрягаемые поверхности оборудования. Налипшая грязь (или хуже коррозия) толщиной в несколько сотых мм. на выходе может выдать погрешность до полградуса.
Как правило, гибка происходит вдоль направления проката, что позволяет получать более стабильный угол гиба с меньшим радиусом скругления угла.
Преимущества и недостатки метода воздушной гибки
Главное преимущество воздушной гибки перед штамповкой — меньшее требуемое усилие гибки.
Отметим, что технология имеет и свои минусы — сильная зависимость от качества металла: горячекатанная сталь уступает в стабильности угла гибки холоднокатанной за счёт внутренних напряжений в металле после проката. Девиация толщины металла также приводит к различию величины угла по длине гиба.
ГОСТы на прокат позволяют металлургам производить листы с допусками на толщину до 10%, что приводит к браку изделий после гибочной операции. Хотя ни станок, ни оператор в данном случае не виноваты.


Часто задаваемые вопросы
Воздушная гибка листового металла — это метод обработки, при котором между материалом и матрицей сохраняется воздушный зазор. Гибка происходит по трем точкам, что позволяет добиться более стабильного угла гиба с меньшим радиусом скругления. Этот метод требует меньшего усилия по сравнению с штамповкой.
Воздушная гибка подходит для обработки металлических листов, включая горячекатанную и холоднокатанную сталь. Однако качество гибки зависит от стабильности и характеристик материала, так как внутренние напряжения и девиация толщины могут влиять на результат.
Главное преимущество воздушной гибки — меньшее требуемое усилие по сравнению с другими методами. Однако метод сильно зависит от качества материала: горячекатанная сталь менее стабильна, чем холоднокатаная, что может привести к изменению угла гиба по длине заготовки.
Воздушная гибка позволяет обрабатывать листы различных конфигураций, однако точность угла гиба может зависеть от таких факторов, как толщина и качество металла, а также правильность настройки и эксплуатации станка и инструмента.
Важно следить за состоянием гибочного инструмента и матриц, так как деформация может привести к неравномерному углу гиба. Также необходимо регулярно проверять центровку матрицы относительно пуансона и поддерживать чистоту оборудования, чтобы избежать погрешности в гибке.