Как пример, мы решили задачу для следующих условий: диаметр столбика от 1 мм до 16 (20) мм. Длина заготовки для твердосплавного материала в состоянии поставки 150 - 310 мм. Для медицинских штифтов, например, может использоваться проволока в бунтах, которую нужно резать на мерные заготовки, калибровать.
Как такие задачи решаются на нашем рынке?
На мировом рынке есть несколько сильных игроков-производителей специализированного оборудования из Европы и Японии. Цена играет роль, поэтому зачастую у нас можно встретить попытки использовать маленькие круглошлифовальные станки с ЧПУ, а иногда и без ЧПУ.
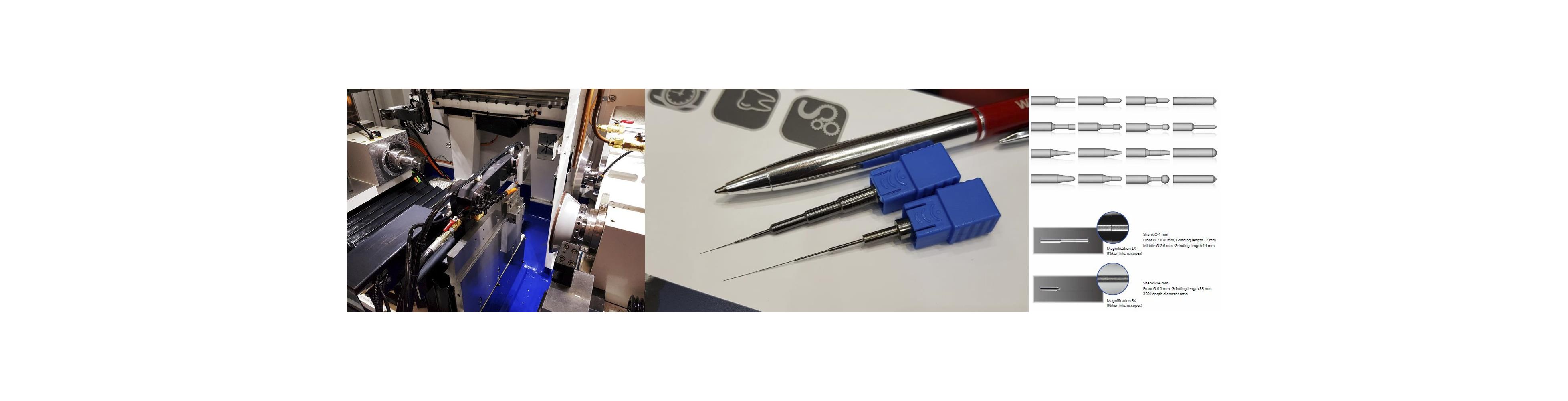
Основная проблема, с которой приходится сталкиваться - это маленький финальный диаметр, когда нужно достичь шлифованием диаметра 0,1 мм и менее, вплоть до 0,013 мм. При этом длина такого участка может быть более 30 мм. Зачастую, имеет место высокая партийность, когда требуется автоматическая загрузка/выгрузка. В этом случае решить задачу традиционным профильным круглошлифовальным станком крайне сложно.
Другая проблема, это когда обработка ведется в цанговом зажиме, и необходимо выдержать точную соосность между базирующей поверхностью и поверхностями обработанными. Эта задача на практике вообще оказывается нерешаемой, когда есть необходимость двух и более переустановов по одной базе. Проблема калибровки проволоки из бунта без разрезки на нашем рынке вообще не решена.
Наша компания всесторонне проработала эти задачи, и мы готовы предложить сбалансированное решение для каждого отдельного случая.
Говоря о традиционной задаче профильного шлифования в цанге, мы после ряда тестов, сможем предложить качественный аналог, например такого оборудования как ROLLOMATIC NP3.
Будем рады изучить ваше техническое задание.