В рамках поставки токарного автомата продольного точения
Основные сложности
Используемый материал: беcкислородная медь и, как следствие, плохое стружкодробление. Требования чертежа указывали еще и высокие требования шероховатости к определенным поверхностям. Тщательный подбор режущего инструмента позволил исключить остановы оборудования по причине наматывания стружки и связанных с этим негативных процессов. Правильный выбор размеров режущего инструмента, режимов резания и траектории его движения обеспечили необходимую чистоту поверхности и ее стабильное получение;
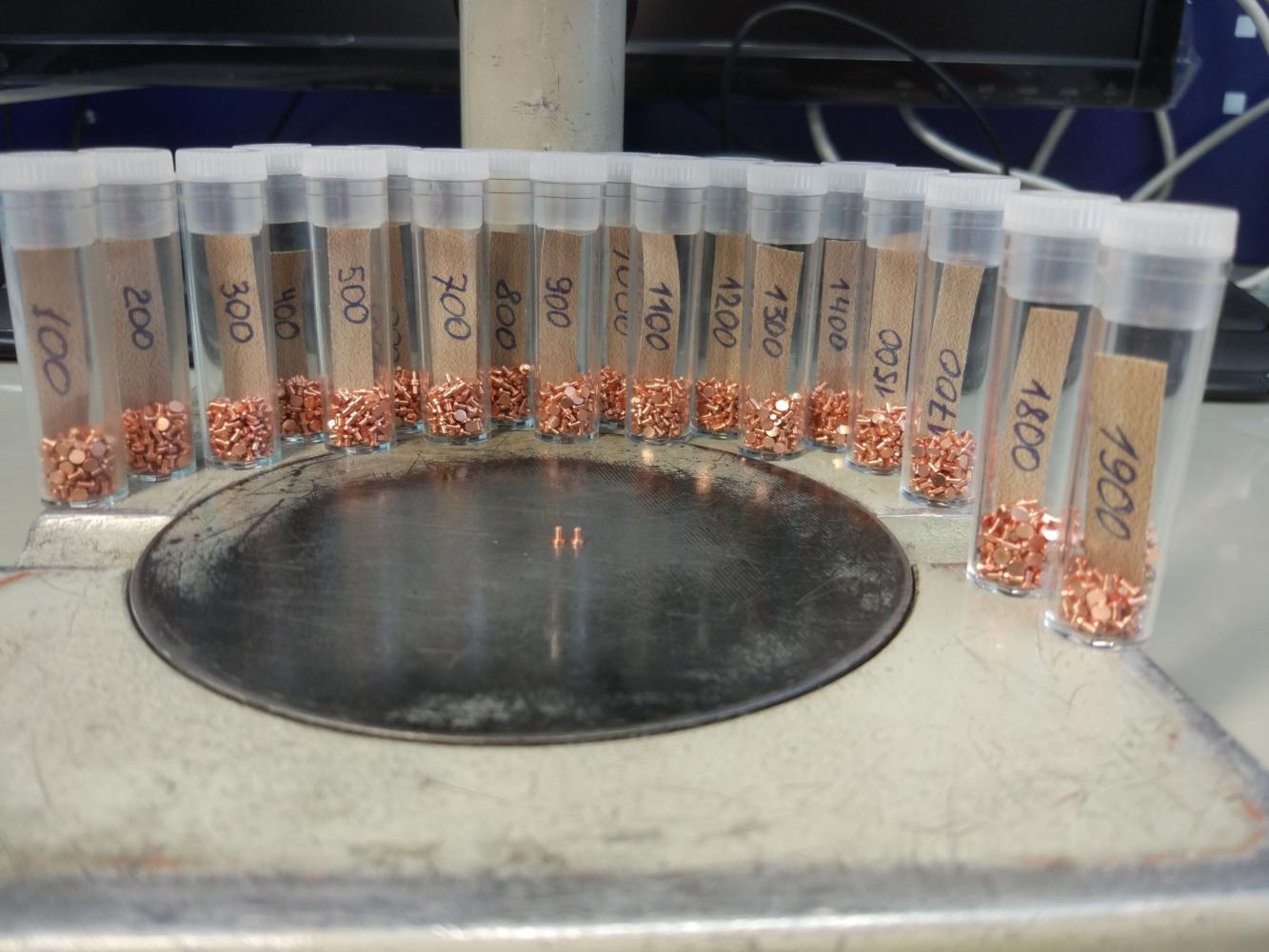
Тип производства — крупносерийный. Готовые детали должны выходить со станка без дальнейшей доработки. Соответственно стратегия обработки должна обеспечивать отсутствие заусенцев на детали, размерную стабильность в течении обработки партии деталей и стойкость режущего инструмента. Метод проб и ошибок, десятки опробованных стратегий на каждой детали, доработка самого станка для работы с такими маленькими деталями в автоматическом цикле — вот лишь не многие основные инструменты, которые привели к успешной сдаче проекта;
Размер деталей. Габариты самой маленькой детали — Ø2 мм, длина 1,5 мм, самая большая — прямоугольник 5,8×2,1 мм длиной 1,4 мм. Результаты обработки можно оценить только в микроскоп с десятикратным увеличением, а измерения производились специально подобранным мерительным инструментом и требовали определенной сноровки. Была проведена модификация узла уловителя готовых деталей станка, чтобы собирать и эвакуировать из рабочей зоны готовые детали такого маленького размера;
Конфигурация деталей. Особые конструкторские требования к типовым деталям контактов предъявляются к обоим торцам детали. В нашем случае речь шла об отсутствии следов токарной обработки на торцах после отрезного резца. Заведомо было очевидно, что работать будем с перехватом противошпинделем, поэтому к моменту «первой стружки» была проведена работа по согласованию и поставке специальных зажимных цанг. Успех проекта состоялся благодаря множеству удобных и простых в настройке опциях станка WIVIA V207. Одна их таких стандартно установленных опций дала возможность перехватить контакт за прямоугольную поверхность в токарном режиме.