
- отверстий;
- полостей;
- углублений разной формы.
Помимо этого, прошивные станки используются для нанесения на заготовки различных надписей.
Посмотрите на видео: Принцип работы и предназначение
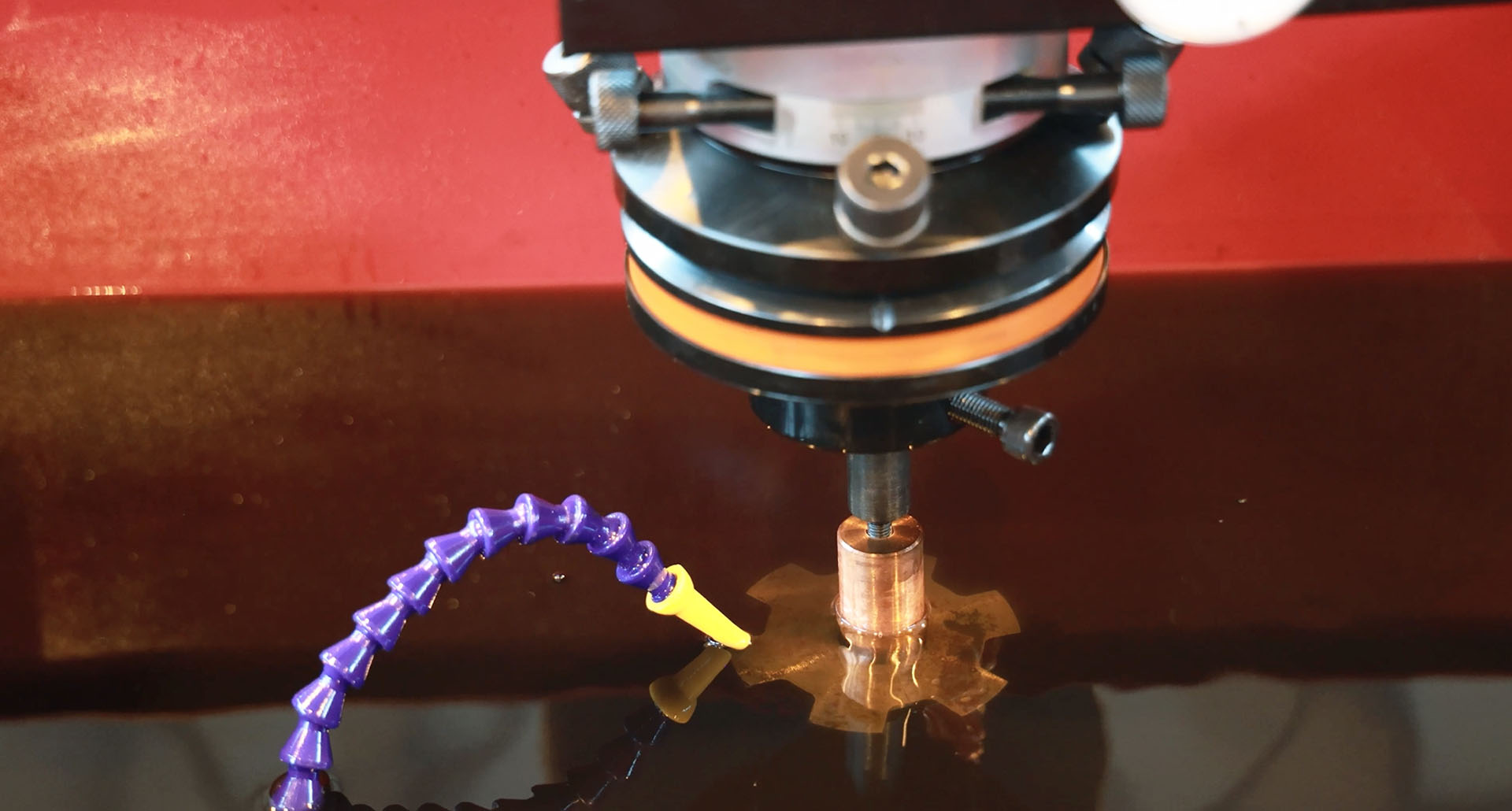
Принцип работы прошивного станка
В электроэрозионных
В процессе
Для надежного удаления шлама и лучшей очистки зоны обработки в процессе работы
Структура прошивного станка с ЧПУ
Подробнее остановимся на типовой структуре оборудования.
На станине смонтирован рабочий стол, на котором закрепляется заготовка. Обработка осуществляется в ванне, заполненной рабочей жидкостью.
Рабочая жидкость подается в межэлектродный промежуток из бака через магистраль. Насос может подавать жидкость непосредственно в ванну по магистрали. Для слива жидкости в бак также используется магистраль. Перемещение по осям Х и Y осуществляется при помощи приводов и после поступления на них сигнала от блока управления.
В зависимости от массы обрабатываемых заготовок применяются прошивные станки различных типоразмеров и с различной мощностью.
Компания «ПроТехнологии» занимается поставкой и сервисным обслуживанием



Часто задаваемые вопросы
Копировально-прошивной станок оснащён объемным профильным электродом-инструментом, который движется поступательно и возвратно-поступательно. Управление осуществляется с помощью блока управления и шаровинтового привода. Рабочая жидкость постоянно очищается и охлаждается для поддержания качества обработки.
Принцип работы заключается в движении профильного электрода-инструмента к электроду-детали в среде углеводородной рабочей жидкости. Жидкость, например, керосин с машинным маслом, используется для охлаждения и очистки зоны обработки от шлама.
Прошивные станки компании «ПроТехнологии» предназначены для обработки различных материалов, включая металлические заготовки. Они позволяют создавать отверстия, полости и углубления, а также наносить надписи на поверхности заготовок.
Размеры заготовок, которые могут быть обработаны на копировально-прошивном станке, зависят от типоразмеров и мощности самого оборудования. Прошивные станки могут быть адаптированы для различных масс и размеров заготовок.
Станки с ЧПУ от компании «ПроТехнологии» обеспечивают высокую точность обработки благодаря автоматизированной системе управления и шаровинтовым приводам. Они также позволяют эффективно удалять шлам и охлаждать рабочую зону для поддержания оптимальных условий обработки.